高精度激光对刀仪产品技术说明
产品描述
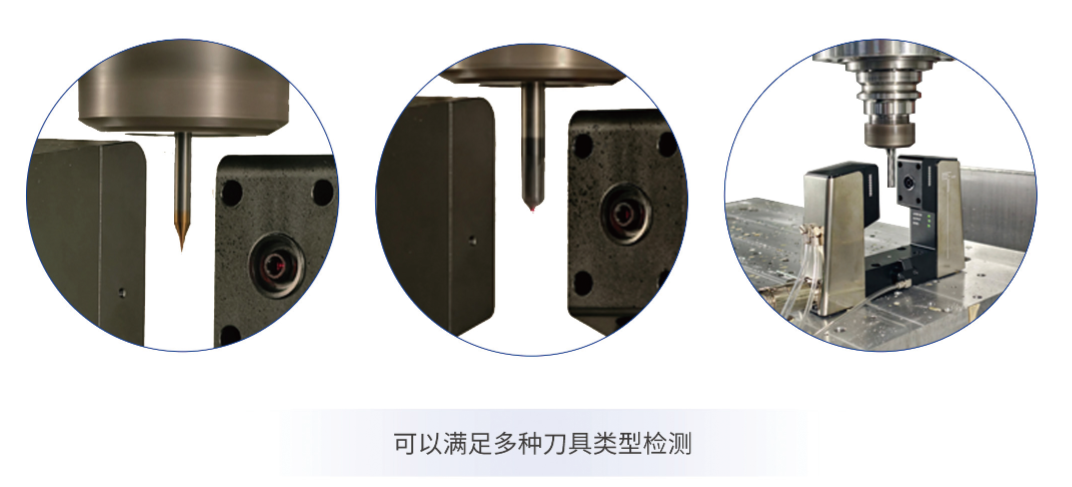
高精度红光聚焦激光对刀仪,以红光聚焦激光为测量媒介,可以满足不同刀具直径的长度、直径、破损等检测。可以定制工作间距,满足多种直径刀具的检测需求
核心技术特点
● min可测直径:30μm
● 高重复性精度:2σ <0.1μM
● 刀具长度、直径、R角测量
● 刀具破损、断刀、防滴液检测
产品应用
POLAR激光对刀仪广泛适用于刀具测量检测、模具精密加工、精密零件制造等场景,适配各类高精度加工需求
特色功能
1、精密光学设计,光斑均匀稳定
2、支持多种测量模式,根据实际生产场景选择不同模式,保证高精度测量、短测量时间
3、支持防滴液测量,测量刀具时无惧切削液滴落的干扰
POLAR激光对刀仪规格表

说明
● P67护等级,在气封工作状态下测得
● 刀具min直径测量受安装精度、测量模式等影响
● 供气质量一级要求
● max刀具转速根据max信号响应周期计算
● 解释权归普乐精仪所有
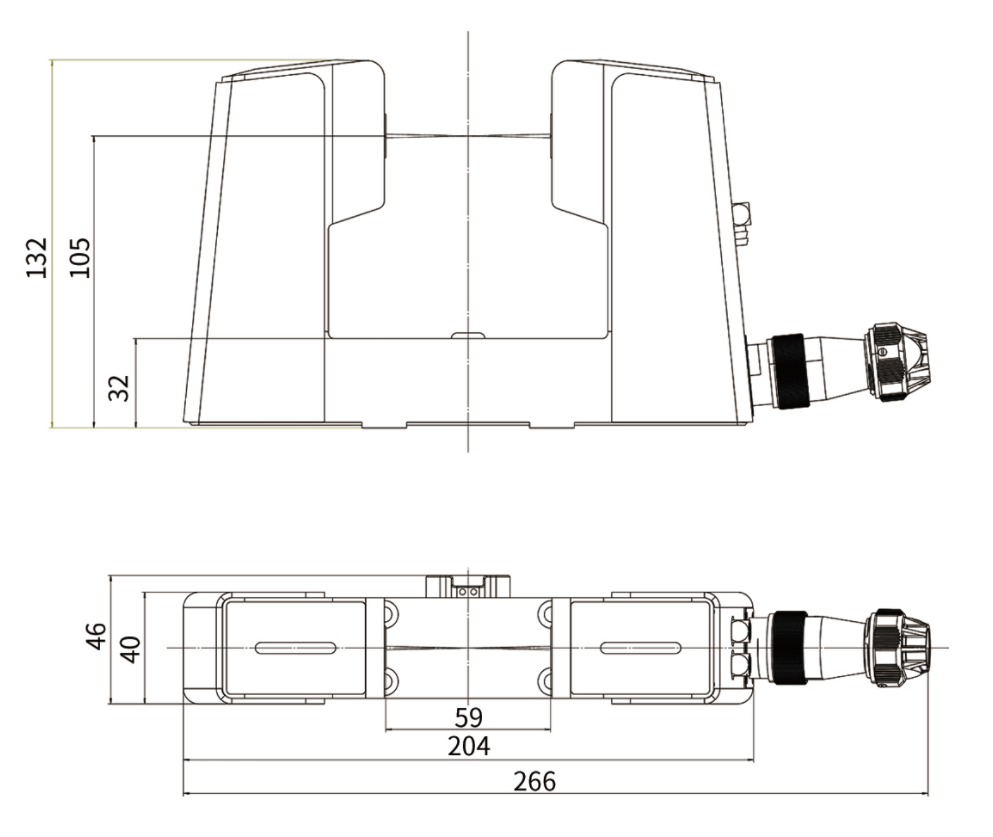
尺寸图
● 自动监控各种刀具类型、外形尺寸及工作状态
● 显著降低次品率
● 无人化、自动化测量提高生产效率
● 工艺稳定性和一致性达到全新境界
我们支持根据客户的实际应用场景与具体需求,提供专属定制解决方案
案例介绍
客户需求:
客户产线配备多台搭载西门子828D数控系统的立式加工中心,用于小批量、多品种的精密零件生产。长期以来,借们使用的对刀仪,面临两大痛点:
● 数据链断裂
测量数据需人工输入,在加工复杂工件使用大量刀具时,不仅效率低下,且极易输错刀补值,导致批量性尺寸超差。
● 系统潜能未释放
828D系统强大的内置循环和R参数编程功能未被充分利用,自动化水平未能得到有效提升。
解决方案
● 在机床工作台合适位置安装激光对刀仪本体,并连接至828D的MCP接口或分布式I/0模块
● 在828D系统上载入我们提供的标准测量宏程序
● 在PLC程序中添加一小段安全逻辑,用于控制测量过程的启停和互锁
● 测量完成后,刀具长度和直径补偿值自动写入指定的刀具参数表,全程无需人工干预,彻底杜绝输入错误
价值收益
● 实现了“换刀-测量-加工”的全自动闭环
● 单次对刀时间(含移动)控制在10秒以内
● 实现100%无差错的刀补数据录入