五轴联动测量分析仪
核心优势
● 动态测量
● 标准报告
● 快速安装
● 趋势数据
我们的目标是为您提供一套贯穿设备全生命周期的精度管理解决方案!
五轴联动测量分析仪规格表
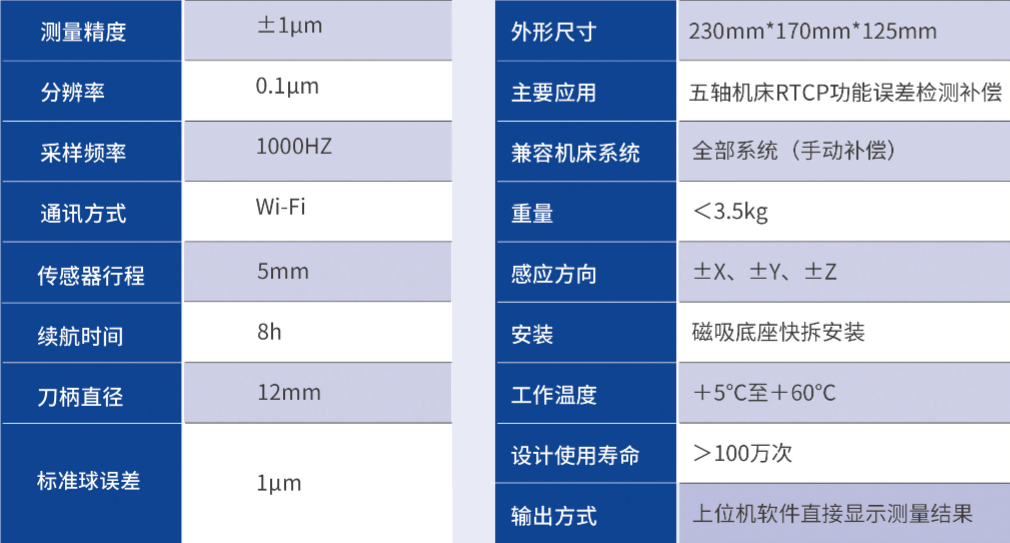
五轴联动分析仪主要特性
● 五轴机床刀尖跟随(RTCP)动态测量补偿
● 单次测量用时小于1min,测量精度±1μm
● 测量结果及报告符合ISO 10791-6质量标准
● 接触式位移误差感知,避免非接触式信号处理及表面电感影响
● 测量过程贴合机床工作状态,测量结果易于补偿
● 适用范围包括:机床验收及运输后精度检测、生产过程中检测、转台中心位置检测及补偿
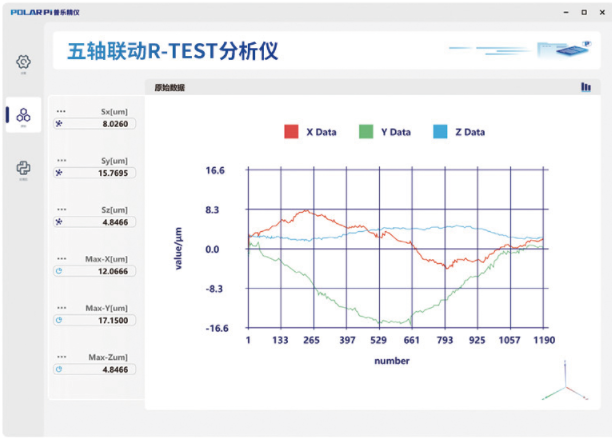
测量软件
自动求解,实时生成数据曲线和误差报告
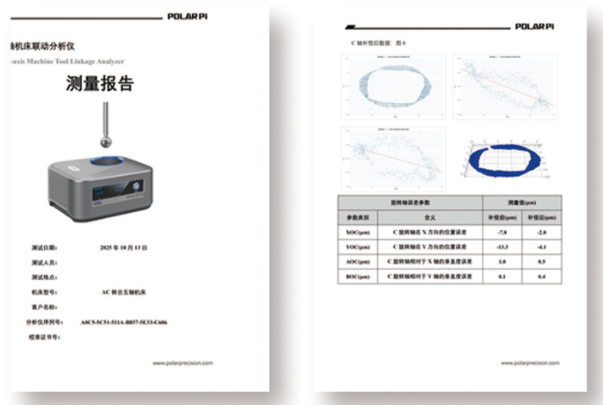
标准质量报告
报告符合ISO 10791-6标准
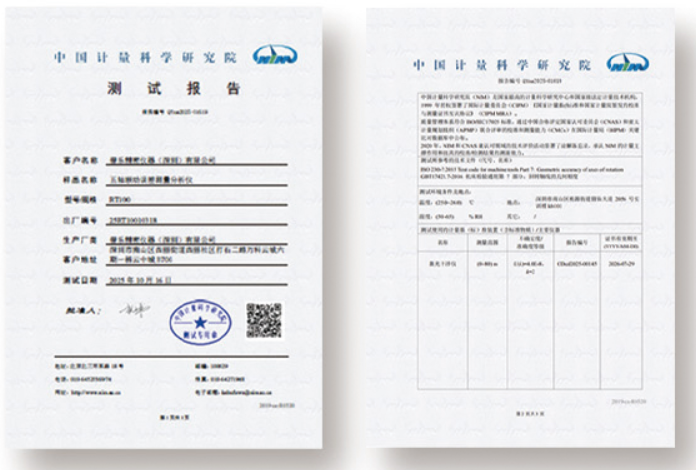
中国计量院(CNAS)测试报告
多参数解算
机床控制参数高级别追踪
Q值(max几何误差)
P值(min动态误差)
A-axis:
YOA(Y轴偏移A轴)
ZOA(Z轴偏移A轴)
BOA(绕Y轴垂直度)
COA(绕Z轴垂直度)
B-axis:
XOB、Z0B、AOB、COB
C-axis:
XOC、YOC、AOC、BOC
重复定位误差:
dx、dy、dz
反向间隙:
backlash-X
backlash-Y
backlash-Z
工控平板上位机
IP防护级防水设计,抗振结构加固,便携化机身设计,适配移动作业场景

案例介绍
案例一
客户需求:半球理论上与下面的方形座四边相切,要求半球球心在X方向和Y方向到两边距离对称,相差不超过五个丝。
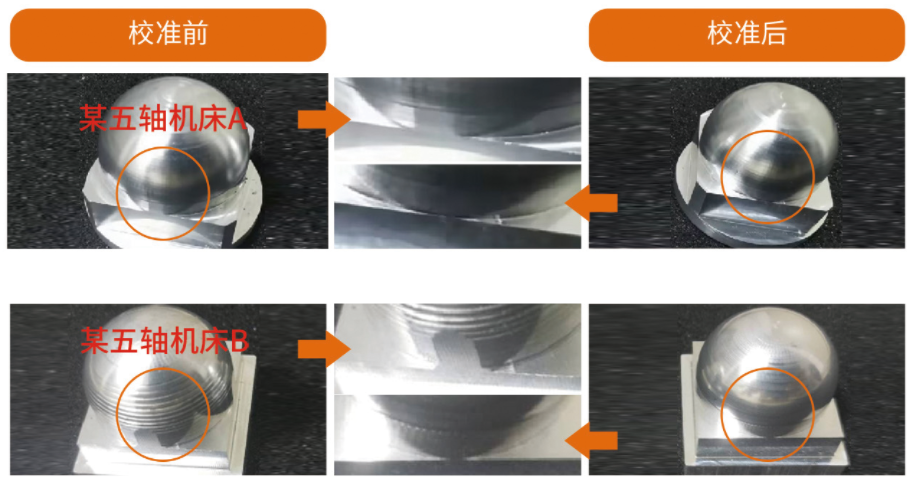
解决方案
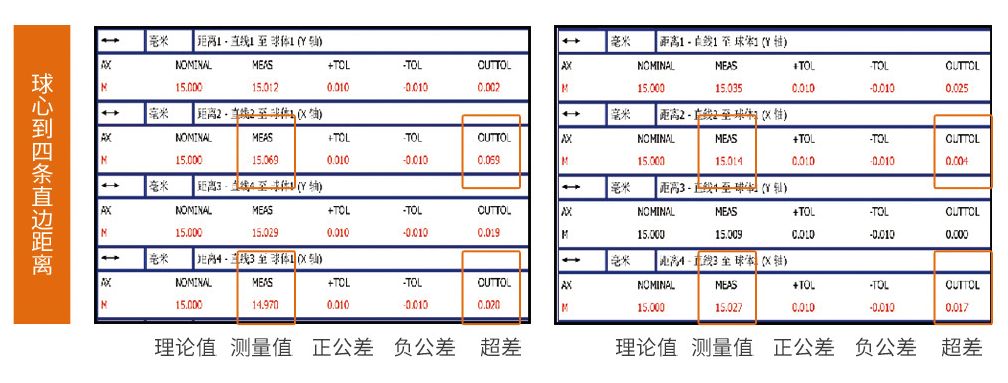
三坐标测量机尺寸测量
● 补偿前球心在X方向上到两边距离为15.069mm和14.970mm,相差99μm
● 补偿后球心在X方向上到两边距离为15.014mm和15.027mm,相差13μm,分中效果更好
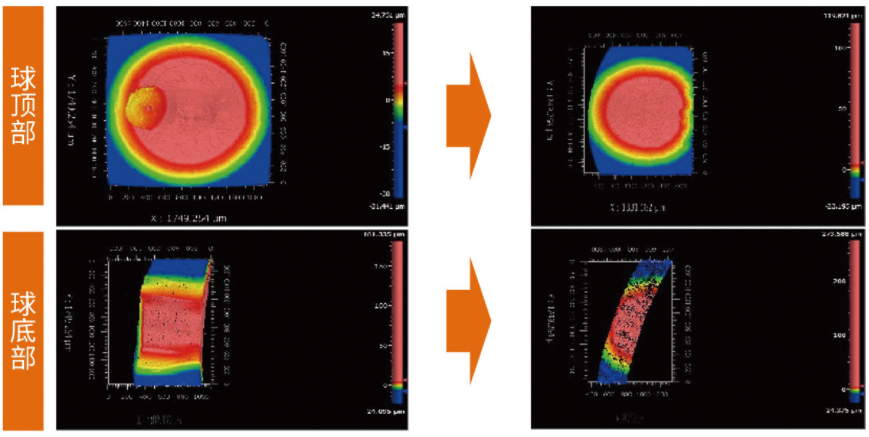
白光干涉仪微纳形貌测量
● 边缘清晰
● 粗糙度低
● 缺陷小
案例二
客户核心问题:
1.客户发现其五轴加工中心在每天上午开机后加工的首批工件精度合格,但连续运行3-4小时后,特别是在下午进行高精度型腔加工时,工件会出现持续的轮廓偏差和接刀痕。
2.导致模具返工率高达30%,严重依赖操作工的“经验补偿”,无法实现稳定、可预测的精密制造。
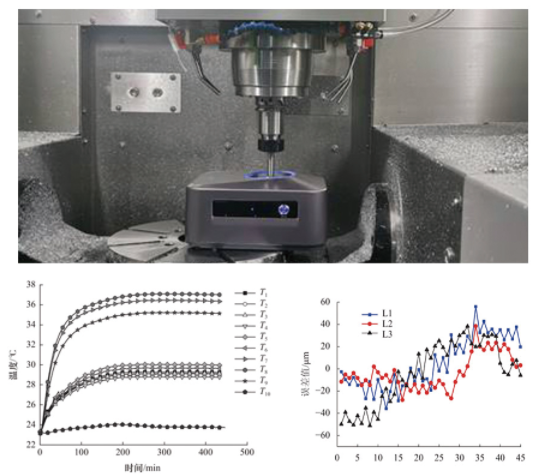
解决方案:
● 使用五轴联动分析仪,联合搭载PT100温度传感器NI采集模块。系统性地测量、建模并补偿因机床温升。
● 导致的热误差,实现机床在冷态、温升及热平衡状态下的精度一致性。
● 启用补偿后,重复上述热误差测试。结果显示,在4小时的运行周期内,RTCP精度和空间定位精度均稳定在士10um以内,波动大幅减小。
价值收益
● 将因热误差导致的批次性精度超差降至接近零
● 模具返工率从30%降至3%以下
● 建立了预测性维护能力
服务支持
我们为客户提供全方位的技术支持:
售前服务
售后服务
增值服务
常见问题
Q:R-test分析仪与传统激光测量设备有何不同?
A:R-test采用动态测量方式,更贴近实际加工状态,且操作更简便,成本更低,适合车间现场使用。
Q:测量过程会影响正常生产吗?
A:单次测量仅需10-15分钟,且无需拆卸机床部件,对生产影响极小。
Q:设备是否需要定期校准?
A:建议每6个月进行一次设备校准,我们提供校准服务。
Q:是否支持所有品牌的五轴机床?
A:支持主流数控系统,包括西门子、发那科、海德汉等,特殊系统可定制适配。